

Çelik bilyaların basit üretim süreci
Ham bilye şekillendirme → halka çıkarma → kaba taşlama → yumuşak taşlama → ham bilya şekillendirme → pürüzsüz bilya (veya dosyalama → yumuşak taşlama) → sert taşlama → ince taşlama → hassas taşlama (veya parlatma) → ultra hassas taşlama.
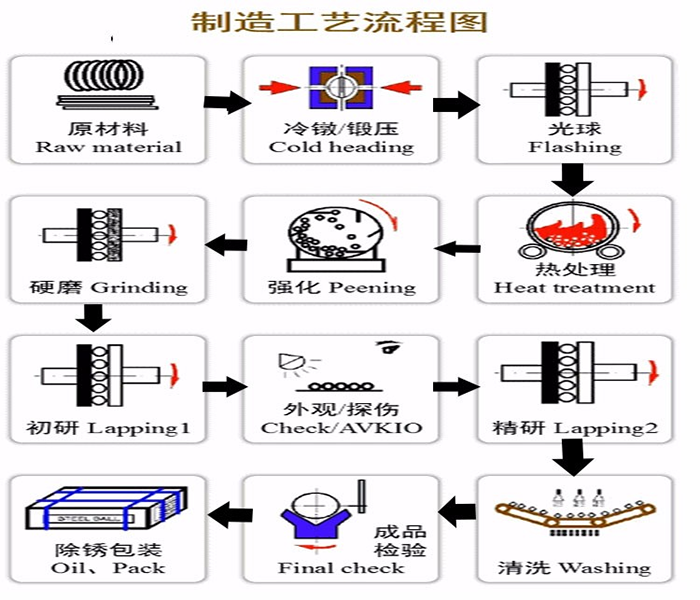
Çelik bilyaların detaylı üretim süreci
1. Tel çekme: Tel çekme makinesini kullanarak teli istenilen çapa kadar uzatın;
2. Soğuk şişirme (dövme): Çekilmiş teli çelik bilyeli soğuk şişirme makinesine yerleştirin ve makinenin içindeki çelik kalıbı kullanarak boş bir bilye haline getirin;
3. Lightball: Lightball makinesinin içindeki iki adet dökme demir öğütme topu dairesel plakası, dış halkayı ve embriyo üzerindeki iki kutbu çıkarmak için soğuk başlık embriyosunu bastırır ve eğeler;
4. Yumuşak top: Yumuşak top makinesinin içindeki iki adet dökme demir öğütme topu dairesel plakası, hafif top embriyosunu gerekli top çapına ve yüzey pürüzlülüğüne öğütmek için eğeler;
5. Isıl işlem: Topu bir ısıl işlem fırınına koyun, karbonlayın, söndürün ve ona belirli bir karbonlama katmanı, sertlik, tokluk ve kırma yükü vermek için temperleyin;
6. Sert taşlama: Taşlama makinesinin içindeki taşlama çarkı diski, topun yüzeyindeki siyah oksit tabakasını çıkarmak ve topun doğruluğunu düzeltmek için ısıl işlem görmüş bilyeyi basınçlandırır ve taşlar;
7. Hassas taşlama/parlatma temizliği: Hassas taşlama: Bitmiş ürünün gerekli hassasiyetini ve pürüzsüzlüğünü elde etmek için öğütme topu embriyosunu hassas taşlama makinesinde öğütün;
Parlatma ve temizleme: Topu parlatma tamburuna dökün ve döndürün, ardından temiz ve parlak hale getirmek için küresel yüzeyi parlatma temizleme maddesi ve suyla temizleyin;
8. Görünüm seçimi: Çelik bilyenin yüzeyindeki herhangi bir kusuru kontrol etmek için manuel görsel incelemeyi kullanın ve gerçek yuvarlaklığı, parti çapı değişimini ölçmek için bir mikrometre kullanın ve son inceleme olarak yüzey pürüzlülüğünü tespit etmek için bir yüzey pürüzlülük ölçer kullanın;
9. Ambalaj: Çelik bilyaları/paslanmaz çelik bilyaları/rulman çeliği bilyaları pas önleyici yağla kaplayın ve karton kutular veya dokuma torbalar içinde paketleyin.
Teknolojinin gelişmesiyle birlikte, ekipman imalat endüstrisindeki büyük ağır hizmet tipi rulmanlara olan talep, miktar ve kalite açısından daha da artmıştır ve büyük rulman çeliği bilyaların desteklenmesine yönelik miktar ve kalite gereksinimlerinin de buna uygun olarak arttırılması gerekmektedir. Çelik bilya grubunun çap değişimi küçük olmalı, çelik bilyenin yüzey pürüzlülüğü küçük olmalı, doğruluk yüksek olmalı ve çelik bilyenin çekirdek sertliği ile yüzey sertliği arasındaki fark küçük olmalıdır. Büyük rulman çeliği bilyaların çapı artık 150MM-200MM'ye ulaştı.
Büyük rulman çeliği bilyaların üretim süreci sıradan spesifikasyonlardan farklıdır. Aşağıdaki karşılaştırma yapılmıştır:
1. Büyük rulman çeliği bilyaların üretim süreci:
Kesme - Dövme - Tavlama - Torna İşleme - Isıl İşlem - Sert Taşlama - Ön Araştırma - Hassas Araştırma;
2. Sıradan spesifikasyonlu çelik bilyaların üretim süreci:
Tel çekme - Soğuk şişirme - Hafif top - Yumuşak top - Isıl işlem - Sert taşlama - İnce taşlama;
İthal rulman çeliği bilyaların üretim süreci
1) İthal rulman çeliği bilyaları kullanan üretim ekipmanı
2) Öncelikle, rulman çeliği bilyası iki taşlama plakası arasına yerleştirilinceye kadar taşlama plakasını ilerletmek için hidrolik silindiri elle kumanda edin.
3) Bilye çıkışını takın ve gevşek bir durumda tutun. İki öğütme plakası arasındaki boşluğu çelik bilyalarla doldurmak için mili işaretleyin ve bilya çıkışını şu şekilde ayarlayın:
Bilya toplama bıçağı, taşlama plakasının (veya taşlama çarkının) uç yüzüne sıkıca tutturulur ve bilya çıkışına sabitlenir. Bu noktada, krom çelik bilyenin dönmesini sağlamak için iki öğütme plakasına basınç uygulanması tavsiye edilir.
4) Koruyucu kapağı kapatın, su pompasını çalıştırın, malzeme tepsisini çalıştırın ve ana mili çalıştırın.
5) Her fabrikanın proses alışkanlıklarına göre, iş milinin ve malzeme tepsisinin hızını ayarlayın ve kılavuz plakasının her oluğundaki çelik bilyaların eşit şekilde dağıtılmasını sağlamak için bilya miktarını ayarlayın.
Düzgün dağılmış ve üst üste binmemiştir.
6) Taşlama basıncını ayarlayın, çalışma panelindeki basınç anahtarını açık konuma getirin, hidrolik istasyon panelindeki basınç artırma valfini ayarlayıp kaldırın.
Basıncı belirtin ve her fabrikada kilitleyin ve hidrolik sistemin başlatma sırasında basıncı korumasına dikkat edin.
7) Normal çalışma koşullarında, konağın çalışma durumunu, basıncını ve düzgün giriş çıkışını düzenli olarak gözlemlemek gerekir.
8) Çelik bilya belirtilen boyuta ve yüzey kalitesine ulaştığında, önce çalışma basıncını azaltın ve ardından ana durdurma düğmesine basın.
9) Rulman çelik bilyasını çıkarmak için kabı hazırlayın.